
Video Gallery
Watch videos on various topics including industrial hose safety, component kitting, financial costs of steam systems, and more – through FAQs, webinar recordings, training videos, etc.!
Resource Center
Watch videos, download datasheets and get technical insights from the application engineers at Peerless.
Instrumentation & Manifold Valves
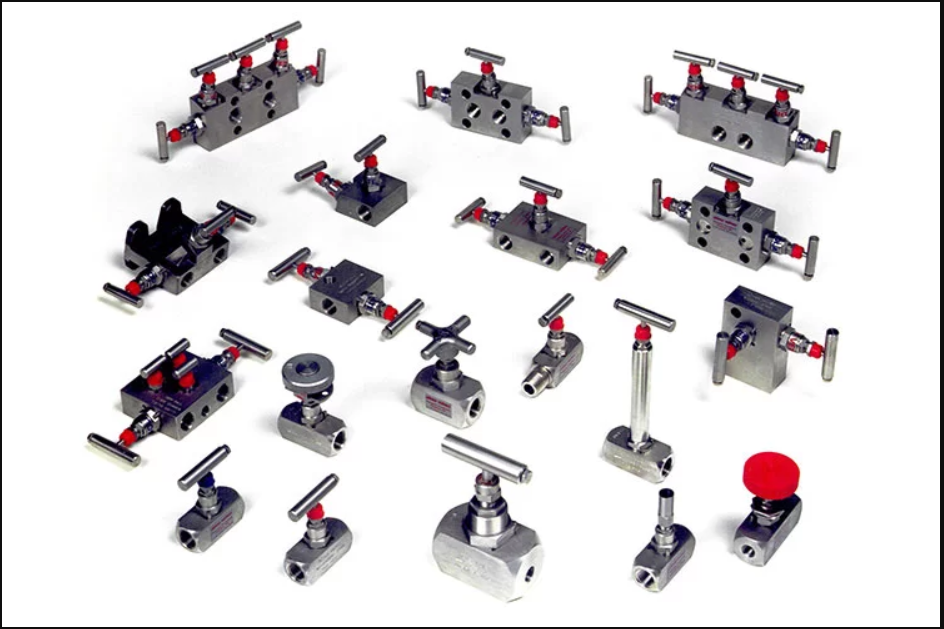
Peerless, Inc. has been Oliver Valves’ exclusive partner in the Northeastern US for many years. Oliver Valves offers an extensive range of instrumentation and manifold valves in variety of size, material, specification and pressure classes. We are proud to have the access to their large stock and capabilities to engineer custom solutions to meet specific application needs.
Award-Winning Products and Winning Partnership
Oliver Valves has a history in cutting edge flow control technologies. They are always implementing new solutions and pioneering new technology. Our partnership allows us to provide customers an excellent level of quality and support.
We are accredited to the ISO 9001:2015 quality management system and offers complete component traceability. Oliver Valves are tested in accordance with high performance test specifications, and operate above and beyond the requirements of ASME B16.34, API 598 and API 6D, ensuring quality and safety are paramount. In house production and special testing includes:
- Hydrostatic and Nitrogen Testing
- Helium leak detection
- Fire Testing BS6755 Pt2, API 607/4
- Cryogenic testing
- L.P.I. & M.P.I. NDT methods
- Low Pressure Testing
- High temperature testing
- Oxygen clean facilities
- Blasting and painting facilities
Do you need help sourcing valves, with engineering precision and reliability?
Why Choose Peerless?
As a leader in industrial process solutions, we uphold the importance of building safe, reliable piping systems engineered to be efficient and sustainable for years to come.
- ISO 9001:2015 Certified
- On-Time Quotes
- Quick Turnaround Times
- On-Time Deliveries
- Application Engineering Support
- Extensive Partnerships
- Advanced ERP & MRP Systems
- 3D CAD/CAM Software
- AML Friendly
- On-Line Chat Support
Peerless News
Industry News and Notes
Oliver Instrumentation Valves
Oliver Valves was established by Michael Oliver in 1979; an engineering graduate with the idea to produce a revolutionary severe service needle valve.
Today Oliver has grown to become one of the world’s leading manufacturers of instrumentation valves in the area of engineered-to-precision solutions.
Oliver Valves has a rich history in the field of cutting edge flow control technologies.
With award-winning products such as Double Block & Bleed valves, Needle valves and Ball valves, Oliver works on projects all over the world and they have a location here in the USA – Houston, Texas.
Oliver is always implementing new solutions and pioneering new technology. In fact, we love working with Oliver and together, our partnership has allowed us to provide our customers with an excellent level of quality and support.
A Wide Range of Instrumentation Valves
Oliver is accredited to the ISO 9001:2015 quality management system and offers complete component traceability on their products and accessories. Some of the in-house production and special testing they do include:
- Hydrostatic and Nitrogen Testing
- Helium leak detection
- Fire Testing BS6755 Pt2, API 607/4
- Cryogenic testing
- L.P.I. & M.P.I. NDT methods
- Low Pressure Testing
- High temperature testing
- Oxygen clean facilities
- Blasting and Painting Facilities
Other Products by Oliver Valves
Oliver also offers a complete line of pipeline valves for the oil, gas and petrochemical industries as well, which they call Oliver Twinsafe Pipeline Valves.
All Oliver Twinsafe valves are all tested in accordance with their own high performance test specifications, and operate above and beyond the requirements of ASME B16.34, API 598 and API 6D, ensuring quality and safety are paramount.
If you have any questions, feel free to send us an inquiry online or call us at 1-800-234-3033 and we will make sure to get back to you as soon as possible.